如何建立工坐标系与编程坐标系,它们又有什么关系?
时间:2024-03-24 访问量:1091
今天讲解工件坐标与编程坐标系的关系。机床对刀点不可以设在加工产品的面上,且对刀点必须是基准位或统一的专用位置对刀。不可以在加工产品上对刀,因产品对刀的部位会被加铣削完,会导致因调整问题需要换刀后对刀与第一次对刀产生误差值,从而之后的对刀点基准点无从查找,即使查找也是要算落差值不适用,因此对刀时一定要在同一个基准面,且是固定尺寸的位置设立一个对刀位置,这样可以根据固定点对刀,从而产品尺寸加工才会稳定,对刀位置通常设在机床工作台或夹具的平面上。固定点对刀的原则如下,对刀点明确容易找到,对刀数值差小。
机床工件加工坐标系的零点位置是调机员又或是操作员根据编程人员提供的刀具表设定的,是在产品装夹在夹具上固定好后找的零点与编程人员设定的原点一致,工件坐标系零点一旦设定好,在机床加工过程中一般不作调整改变。产品工件坐标系与软件编程坐标系两者是必须必须统一的零点。
坐标系可能是毛坯分中
也有可能是精加工的单边
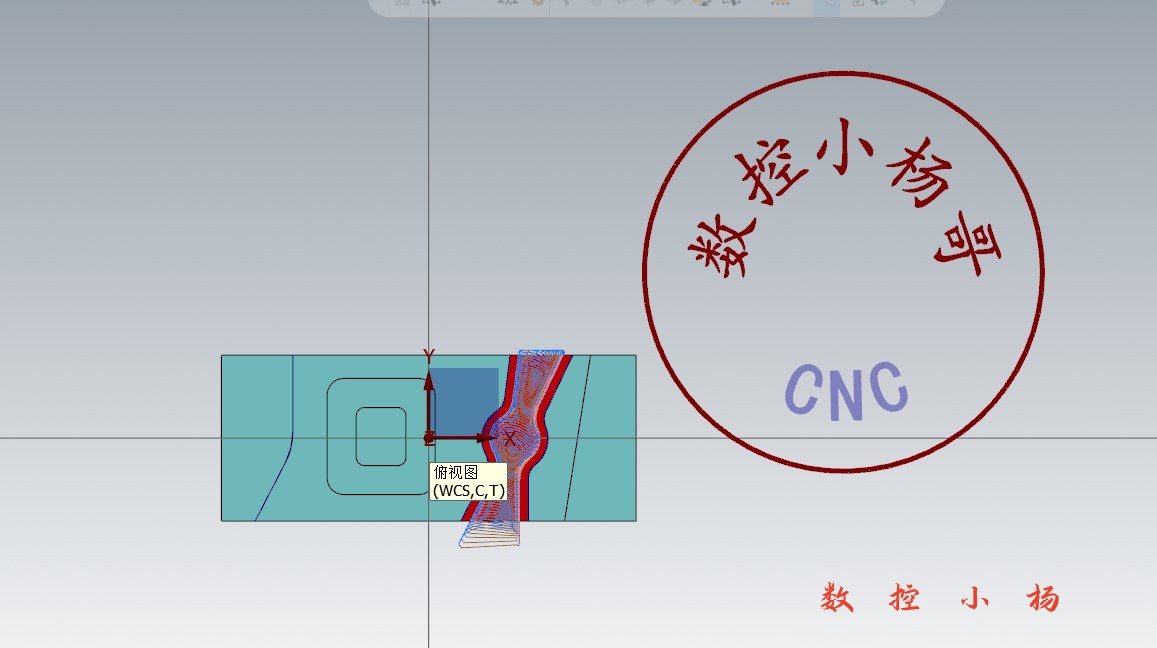
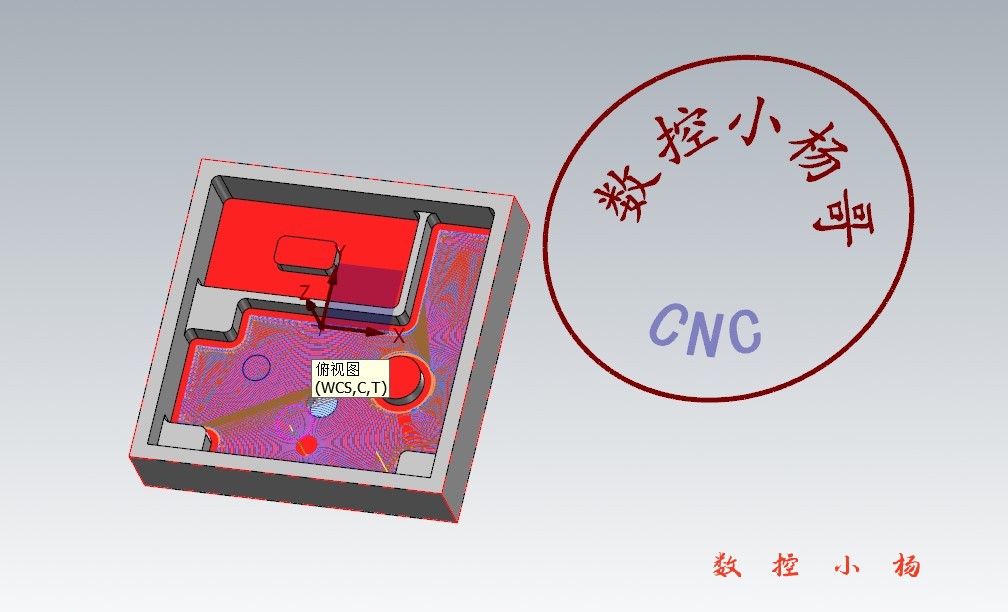
什么是加工策略与走刀路径,是指CNC机床加工过程中数控刀具加产品时的运动轨迹与方向。在产品加工刀具路径的合理选择,策略选择都是很重要的,因为产品的机床加工精度和尺寸是否合格,以及表面粗糙度质量都是息息相关的。在编程选择策略时我们主要考虑这几重点,确保产品的加工精度尺寸要求,而且是方便快捷的加工策略以减少软件编程的工作量。

选择最高效的软件加工策略,以及刀具的加工路劲,减少空刀以及不必要的提刀时间。从而提高机床的加工效率,同时也要减少刀路的NC程序文件大小,也要保证产品轮廓面在机床加工后的Ra粗糙度符合要求,精加工策略选择最后一刀连续加工出来。
软件编程策略刀具的进刀与退刀,切入和切出路径也要考虑,以减少刀具在轮廓处停留,刀具的切削力变化也是会造成弹刀具会留下进退刀痕,所以策略上设置是要避免在轮廓面上垂直下刀产生划伤产品。
 售前咨询专员
售前咨询专员
