CNC加工中心产生的振刀纹是原因?怎么解决?
时间:2024-03-19 访问量:1204
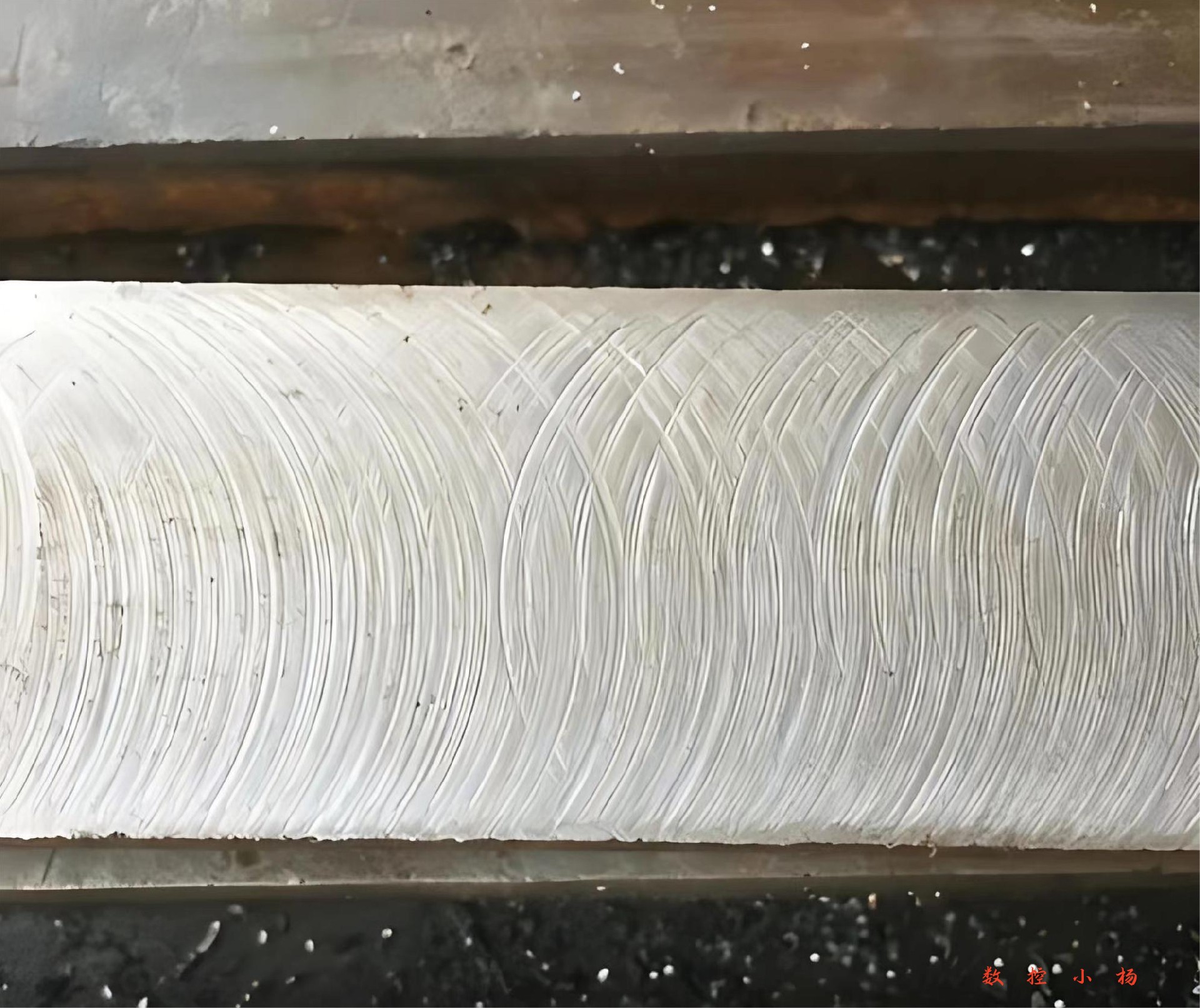
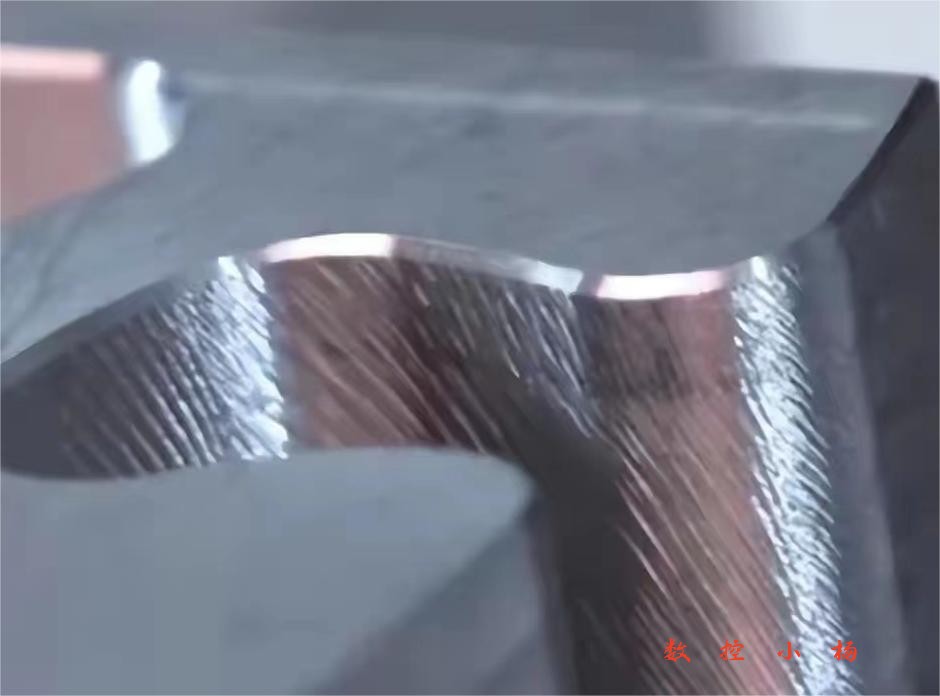
很多小伙伴都应该遇到过产品在加工过程中,都会产生振刀纹尺寸过切,导致不良品,报废,不知道是什么原因?很是苦恼,明明调试好了产品怎么会做这做这过切了,有振刀纹了,下面小杨给分析原因以及既解决方案。
很多小伙伴都应该遇到过产品在加工过程中,都会产生振刀纹尺寸过切,导致不良品,报废,不知道是什么原因?很是苦恼,明明调试好了产品怎么会做这做这过切了,有振刀纹了,下面小杨给分析原因以及既解决方案。
工装夹具的刚性是否差
检查切削刀具的方向,是否提供足够的支撑力,如果支撑力夹紧力不够,更改夹具。也可以减少Z向深度多分层切削降低切削力,或是检查刀具是否磨损更换具有锋利切削刃,也可以选择有小刀尖R圆弧半径刀具加工,防止在加工过程中受到了支撑力不足难以抵抗刀具切削力下进行加工。

刀具装配夹持过长
刀具装配应当能在不干涉产品情况下能装多短就装多短,适当的提高刀具每齿切削进给率,减小刀具轴向切深,也可以选择逆铣加工,在加工超过尺寸铣刀应当选择合适的刀柄,后拉式刀柄带避空,或油压刀柄。也可以尝试使用刀齿数较少或螺旋角度更大的铣刀。

刚性差的主轴铣削振刀
加工产品时应当尽可能选择小直径的铣刀加工,选择刀具选择切削刃轻快的铣刀,也可以逆铣加工。检查主轴跳动是否处于机床的可以接受的范围,加工精度能否达到。

刀具加工切削参数
主轴转速是否匹配与切削进给速度,VC线速度是否合理,切深是否合理。可以根据实际情况改变转速,进给率,和切深切款。在圆弧拐角产生振刀纹,也可以降低转速进给率,采用大圆角多次切削减少振动。
感谢观看
 售前咨询专员
售前咨询专员
