CNC加工中心常用螺纹计算方式你会吗?简单易懂!
时间:2024-03-08 访问量:1141
我们在CNC加工中,通常会遇到丝锥加工法和螺纹铣削法两种方式。其中,丝锥加工法较为常用,主要适用于直径较小(D<30),孔位置精度要求不高的螺纹孔。攻丝前螺纹底孔的确定:通常,螺纹底孔钻头直径选择接近螺纹底孔直径公差的上限,例如,M8螺纹孔的底孔直径为Ф6.7+0.27mm,选择钻头直径为Ф6.9mm。这样,可减少丝锥的加工余量,降低丝锥的负荷,提高丝锥的使用寿命-丝锥的选择:

选择丝锥时,首先,必须按照所加工的材料选择相应的丝锥,刀具公司根据加工材料的不同生产不同型号的丝锥,选择时要特别注意。 其次,应注意通孔丝锥与盲孔丝锥的区别,通孔丝锥前端引导较长,排屑为前排屑。盲孔前端引导较短,排屑为后排屑。用通孔丝锥加工盲孔,不能保证螺纹加工深度。再者,若采用柔性攻丝夹头,还应注意丝锥柄部直径及四方的宽度,应与攻丝夹头相同;刚性攻丝用丝锥柄部直径应与弹簧夹套直径相同。

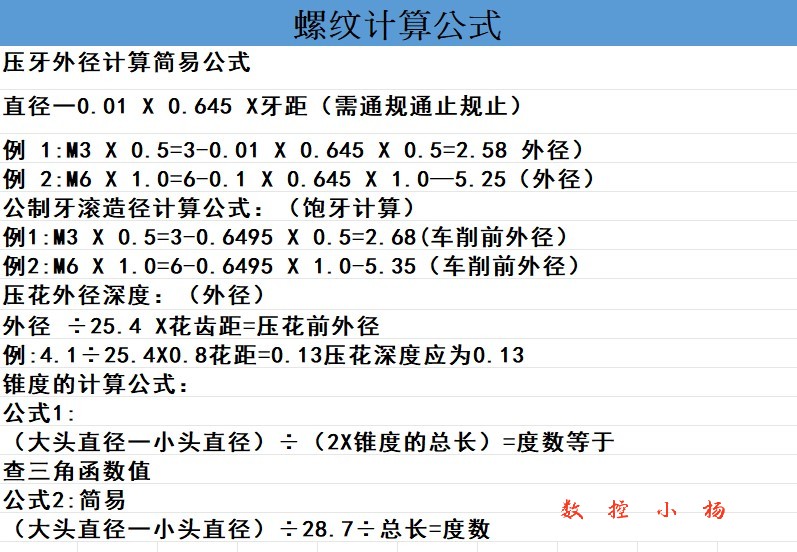
具体计算方式如下:

美制细牙丝攻:
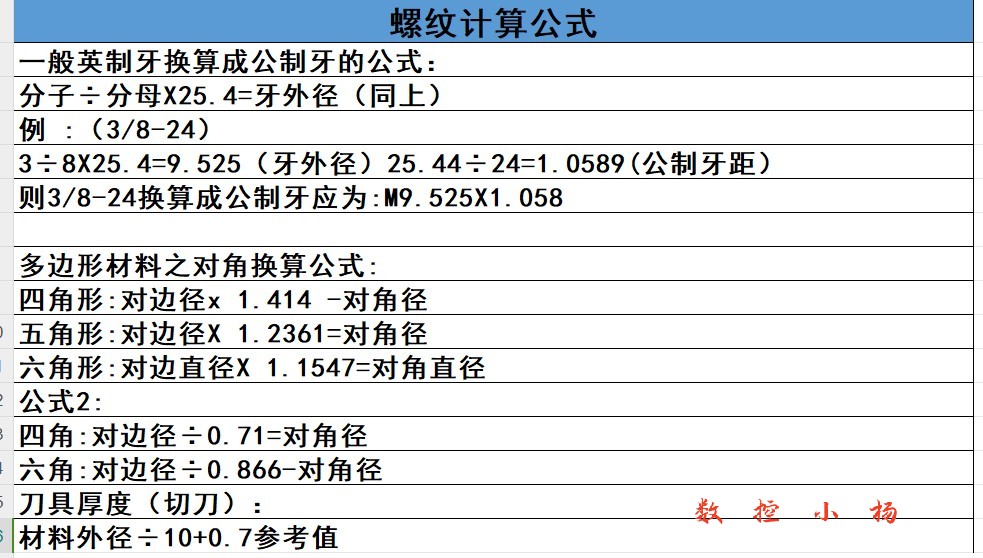
一般英制:
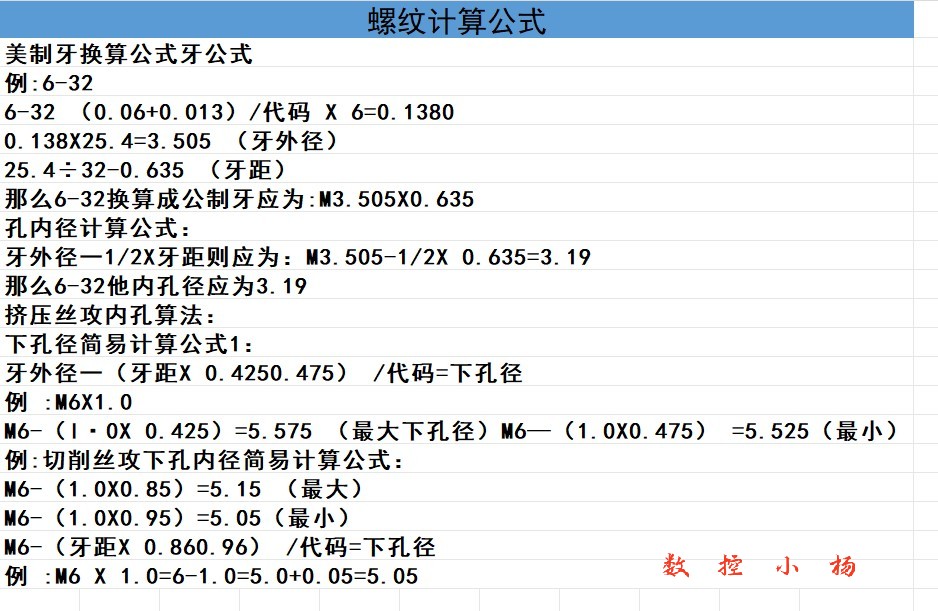
挤压丝攻:
 售前咨询专员
售前咨询专员
